



想要了解弯管S型弯管用品质赢得客户信赖产品的魅力?视频为你揭晓答案!
以下是:弯管S型弯管用品质赢得客户信赖的图文介绍


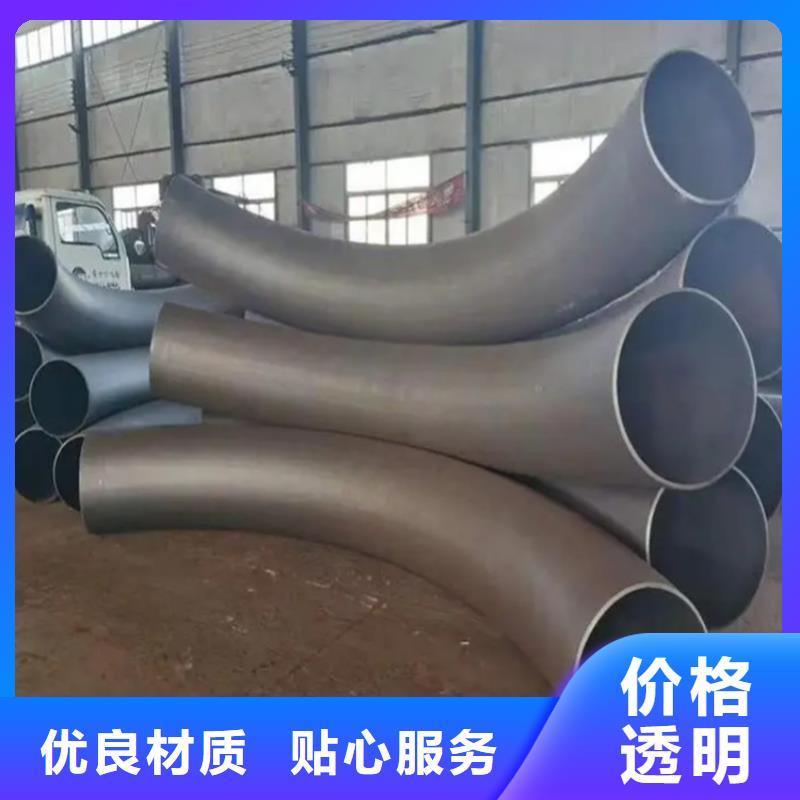
弯管加工操作过程中防缺点的技术性加工工艺。在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈出色,让我们的生活起居产生了十分多的便捷。然而,在货物弯曲加工的整个过程中会出现一些小问题,如整个生产加工过程中的微裂纹,导致产品缺陷的形成等,损害市场销售。 充分考虑这一缘故,我们在开展弯管加工的操作过程中,不但要选用的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的操作过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。 联系实际的生产加工状况来剖析,实际上在弯管加工操作过程中,在其中裂痕的长短能够 做到纵轴垂直平分晶界,也是说垂直平分拉申管夹,在开展调质处理之后,商品必须开展弯折,商品表层的微裂痕会变为晶拽,一般科学研究弯管加工机器设备的结构力学和微裂痕的状况,商品的抗压强度在房间内的溫度下是不容易遭受危害的。 此外,弯管加工的弯折度操纵也是十分关键的要素。实际上,针对弯管加工商品来讲,不一样的半经及其视角的不一样商品的弯折方位也会出現更改,那样的商品也变成工程项目管路中不能缺乏的一部分,如果商品的厚度出現了转变及其弯折的物理性能出現转变到会危害到商品的品质,商品在开展生产加工的情况下其技术性是十分关键的。



浅谈一下全自动弯管机的控制系统有什么特点? 伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。 首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。 其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。 然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。 那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下


江西航萧管件有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产 中频弯管产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的 中频弯管和满意服务。企业以高质量求产品创新,以率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。





主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


